
In modern precision manufacturing, materials like alloy cutters and Polycrystalline Diamond (PCD) are widely used due to their extreme hardness and wear resistance. However, their very toughness makes them notoriously difficult to machine using conventional methods like grinding or laser cutting.
This brings us to Wire Cut Electrical Discharge Machining (EDM) — a non-contact, high-precision process known for handling tough materials. But can it truly cut alloy cutters and synthetic diamond materials like PCD? In this article, we’ll explore the capabilities, challenges, and best practices for using wire EDM with these advanced materials.
Understanding Wire Cut EDM and Its Capabilities
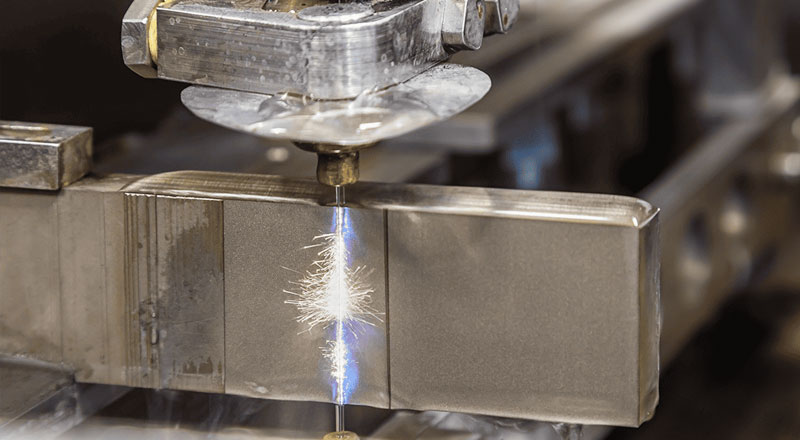
Wire Cut EDM is a type of electrical discharge machining that uses a thin metal wire (usually brass or molybdenum) to generate sparks that erode conductive materials. The process is submerged in a dielectric fluid to control temperature and flushing of debris.
Advantages of Wire EDM
Exceptional precision: Ideal for tight-tolerance applications (±1–3 µm)
No mechanical stress: Prevents deformation or chipping
Complex shapes: Easily handles internal geometries and intricate contours
Smooth finish: Capable of producing Ra 0.1–0.4 µm surface roughness
This makes wire EDM suitable for hard-to-machine conductive materials like tool steel, titanium, and certain types of hardmetal tooling — but how does it fare with alloy cutters and PCD?
What Are Alloy Cutters and PCD Materials?
Alloy Cutters
Alloy cutters are precision cutting tools made from materials like:
Tungsten carbide
High-speed steel (HSS)
Cobalt-based alloys
These cutters are used in applications requiring extreme wear resistance, such as mold-making, aerospace part machining, and high-speed production lines. Their electrical conductivity makes them generally suitable for wire EDM, especially when tight tolerances and complex profiles are needed.
PCD (Polycrystalline Diamond)
PCD is a synthetic diamond material created by sintering diamond particles with a metallic binder (typically cobalt) under high pressure and temperature. It is incredibly hard — second only to natural diamond — and is commonly used for:
Non-ferrous metal cutting
Composite machining
High-speed dry cutting operations
However, PCD is only partially conductive, and conductivity depends on the cobalt content. This partially limits wire EDM’s effectiveness with PCD compared to fully conductive alloys.
Can Wire EDM Cut Alloy Cutters?
Yes, wire EDM is highly effective for machining alloy cutters, particularly those made from tungsten carbide, cobalt alloys, or hardened steel.
Why EDM Works Well for Alloy Cutters:
Conductivity: Alloys used in cutters are typically conductive.
Thermal stability: EDM minimizes heat damage due to controlled sparking and cooling via dielectric fluid.
Precision: Ideal for detailed profiles, slots, and re-sharpening of cutting edges.
In fact, many tooling manufacturers use EDM as the final step in shaping or finishing alloy cutting tools — especially when traditional milling or grinding is too coarse or aggressive.
Can Wire EDM Process PCD Materials?
It depends. While wire EDM can be used to machine PCD, there are important conditions and limitations to consider.
Challenges in EDM Machining PCD:
Electrical conductivity: Pure diamond is non-conductive. EDM works only on PCD grades with sufficient cobalt binder content.
Slow cutting speeds: PCD erodes slowly under EDM, requiring longer machining times.
Heat-affected zones (HAZ): Excessive spark energy can damage the cutting edge or induce micro-cracks.
When EDM is Effective for PCD:
The PCD material has a continuous conductive phase (i.e., well-dispersed cobalt matrix).
The application requires high-precision slotting, shaping, or edge dressing.
The tool geometry is too complex for grinding.
In some cases, hybrid methods are used — such as pre-shaping via laser, followed by EDM for precision finishing.
Technical Considerations for EDM on PCD & Alloy Tools
Successfully using wire EDM on these materials requires careful tuning of process parameters:
Parameter | Effect on PCD/Alloy Cutting |
|---|---|
Pulse settings | Controls erosion rate and HAZ |
Wire tension | Affects accuracy and edge sharpness |
Flushing pressure | Helps remove debris efficiently |
Electrode material | Brass or coated wires preferred |
Machining strategy | Multi-pass roughing + fine finishing |
Toolmakers also monitor electrode wear and wire breakage, especially when working with highly abrasive or thermally sensitive PCD composites.
Real-World Applications and Case Studies
Several precision tooling companies use EDM to machine:
Indexable PCD inserts for aluminum and CFRP cutting
Carbide cutters with micro-notch geometries
Form tools with extremely fine detail, impossible via CNC milling
In one case study, a cutting tool manufacturer reduced manufacturing time by 40% using wire EDM to shape complex carbide inserts instead of using only grinding — while achieving tighter tolerances and superior surface finish.
Limitations of Wire EDM for PCD & Alloy Tools
While wire EDM is powerful, it’s not universally applicable:
Pure diamond tools or non-conductive ceramics are not EDM-compatible.
Micro-cracks and thermal damage can occur if process control is poor.
Slow speeds make EDM less economical for large-volume, low-precision cuts.
Electrode wear can be an issue in long-duration jobs.
In such cases, alternatives like laser ablation or ultrasonic machining may be considered.
Summary: Choosing the Right Machining Method
When it comes to machining alloy cutters, wire EDM is a top choice — offering precision, repeatability, and flexibility. For PCD materials, EDM is conditionally viable, depending on binder content and application needs.
EDM vs. Alternatives for PCD and Alloy Tools:
Method | Pros | Cons |
|---|---|---|
Wire EDM | Precision, non-contact, complex geometry | Slow speed, limited to conductive parts |
Laser Cutting | High speed, can cut some non-conductive PCD | Risk of thermal damage, less precise |
Grinding | Proven method for edge finishing | Limited in complex shapes, tool wear |
For best results, collaborate with experienced EDM technicians and evaluate material composition before machining.
FAQs
Can wire EDM cut diamond tools?
Not pure diamond, but wire EDM can process PCD with sufficient metallic binder (typically cobalt).
Is wire EDM suitable for carbide inserts?
Yes, wire EDM is widely used for machining carbide and alloy cutters due to their conductivity and hardness.
Does EDM affect the surface quality of PCD tools?
EDM can cause minor heat-affected zones; multi-pass finishing and proper cooling mitigate this.
Want to explore advanced Wire EDM solutions? Contact our team for recommendations tailored to your production needs.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
Leave A Comment